Various industries use the welding process to create structures, repair metal objects and build machines, and shielding gases have become a necessary component in welding. By understanding shielding gas basics, you can make informed decisions when choosing an appropriate gas for your welding processes.
Understanding Shielding Gases
Metals can react with other elements in the air during the welding process, potentially leading to weak or flawed welds. That’s where the use of shielding gases comes in.
What Is a Shielding Gas?
Shielding gases are the inert or semi-inert gases that protect the weld area from oxygen, water vapor and other harmful atmospheric gases that could potentially damage the weld. Also known as noble gases, these gases are odorless, colorless and chemically unreactive with other elements. Essentially, they serve as a protective barrier to maintain a stable environment for the weld.
Semi-inert gases are active shield gases. These gases have some reactive properties but are generally stable and safe to use. If used in large quantities, they can damage the weld. But when used in controlled quantities, they can come together to improve the quality of the weld.
The Science of Welding: Elements and Reactions
Air comprises 78% nitrogen (N2), 21% oxygen (O2), 0.9% argon (Ar) and a combination of other gases. All these elements have the potential to act as a contaminant in the weld zone. Without anything to preserve this zone, the following reactions happen:
The welding arc generates heat, which acts as a catalyst.
The catalyst allows for chemical processes in and around the weld puddle.
The hot thermal energy breaks down moisture, breaking free hydrogen (H2) and O2.
More oxygen — a reactive gas — is available in the immediate surrounding air.
Chemical interactions take place between the hot weld pool and contaminating gases.
Atmospheric oxygen oxidizes the metal, transforming it into an oxide that’s hard to weld.
H2 creates tiny discontinuities called porosity in welds.
The Effect of Shielding Gas on Weld Quality
Shielding gases create a barrier around the weld, preventing its exposure to atmospheric gases that could cause porosity, excessive spatter and other defects in the welding process. They also possess the following properties:
Non-flammable: The welding area remains safe, even with a hot arc.
Heat dissipation: Shielding gases channel heat away from the weld bead.
Thermally stable: Shielding gases help to minimize spatter during welding.
Oxidation prevention: Their unreactive properties prevent oxidation, ensuring clean welds and enhancing weld quality.
Choosing the Right Shielding Gas and Flow Rate
Choosing the right shielding gas, as well as the correct gas flow rate, requires extensive research of the type of welding you’re doing.
Here’s what you need to know about the six basic types of shielding gases used in welding:
Argon: As an inert gas, argon stays stable when used at higher temperatures. Argon pushes other gases away from the welding puddle. It also provides easier starts with alternating current applications with longer welding arcs at low voltages. In pure form, Argon is best used when welding non-ferrous metals, such as aluminum, magnesium or titanium.
Helium: Helium (He) is an inert gas that provides a broader penetration profile, which works best when welding thick materials. Helium creates a hotter arc, which allows for faster travel and high productivity rates. Like argon, pure helium is typically used with non-ferrous metals and stainless steel.
Hydrogen: Typically, hydrogen is the element you are trying to get out of your weld pool. If used incorrectly, it can cause weld porosity. However, hydrogen is a semi-inert gas often used with other gases in high temperature applications to increase arc stability and weld bead performance.
Oxygen: Like hydrogen, oxygen is generally used in combination with other gases. Oxygen is a reactive gas that improves weld pool fluidity, penetration and arc stability. It can only be used with ferrous metals due to its oxidation properties.
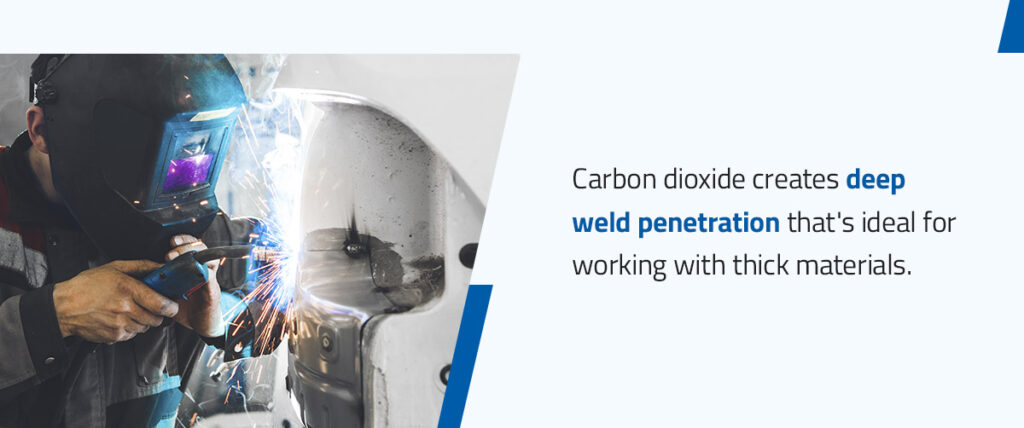
Carbon dioxide: This is one of the most common reactive gases used in welding. Carbon dioxide (CO2) is the only element that can be used in a pure form without adding an inert gas. It creates deep weld penetration that’s ideal for working with thick materials. However, carbon dioxide produces a lot of spatter, fumes and shakier arcs.
Nitrogen: Like other semi-inert gases, nitrogen is best used when combined with other gases. Nitrogen increases arc stability and weld penetration. Gas blends containing nitrogen can increase mechanical properties and prevent pitting corrosion.
Three-Part Blends
Three-part blends are combinations of different gases in specific ratios to create a shielding gas tailored for particular welding applications. Each gas in the blend serves a purpose to enhance the welding process and product being worked on. Some benefits of three-part blends include:
Improved weld penetration: Three-part blends can enhance weld penetration to ensure a stronger bond between the metals being welded.
Reduced spatter: Shielding gas blends help reduce spatter during the welding process, which leads to more precise and cleaner welding work.
Enhanced arc stability: Combining gases can promote a stable welding arc, making it easier to control. This results in better weld quality.
Ease of use: Due to enhanced arc stability, using three-part blends is easy and allows for more variations in setting parameters.
Increased productivity: Three-part blends allow you to be more productive and efficient by using them on several different types of materials. Therefore, it also increases the level of profitability.
Various three-part blends exist, but they generally consist of argon mixed with carbon dioxide and oxygen. The type of blend you use will depend on the type of welding job.
Ar/CO2/O2: This is a versatile blend mainly used in gas metal arc welding (GMAW) on carbon steel and stainless steel. Argon is suited for thin materials due to its low thermal conductivity. Carbon dioxide increases penetration while oxygen adds to arc stability.
Ar/He/CO2: This blend increases heat transfer better than pure argon, resulting in a higher-quality weld. It’s best for GMAW on stainless steel or flux-cored arc welding (FCAW) on carbon steel and stainless steel.
He/Ar/CO2: Blends with more helium promote short-circuit transfers while the argon and carbon dioxide help with stabilization. Often referred to as tri-mix, this mixture is often used for GMAW on stainless steel.
Ar/CO2/H2: To improve arc stability, low amounts of carbon dioxide and hydrogen are added to argon for metal inert gas (MIG) welding on stainless steel.
Shielding Gas Flow Rate
The flow rate of shielding gas refers to the speed at which the gas is delivered to the welding area during a welding process. Maintaining the right flow rate is important to ensure the weld pool is shielded properly.
If the flow rate is too low, there may not be enough gas to protect the weld from contamination.
If the flow rate is too high, it can cause turbulence and disrupt the shielding gas coverage.
Both these scenarios affect the quality of the weld in different ways. That’s why welders adjust the flow rate based on the type of welding process, materials being welded, air dynamics and the weld joint size. For example, larger electrodes may require higher flow rates. It’s about balancing their efficiency with the protection of the welding area.
How to Choose the Right Gas and Flow Rate for Optimal Results
No one shielding gas fits all welding projects. The shielding gas composition, combined with adjustments to process parameters such as gas flow rate, will impact the weld.
Compatibility: The right gas blend should be compatible with the type of metal. Fully inert gases are best for aluminum, copper and nickel-based alloys, while both argon or blends containing oxidizing components can work on ferrous alloys.
Capability: Gas blends and flow rates affect the operational capability of welding differently. Materials that are easier to weld, like steel, need lower gas flow rates than stainless steel. A low shielding gas flow rate can also increase the hardness and brittleness of titanium. In comparison, gas blends containing lighter gases like helium need higher flow rates to reduce the possibility of porosity.
Cost: Finding a gas blend that works for you means achieving a balance between high-quality welding and cost-effectiveness.
Contact Meritus Gas Partners for Your Shielding Gas Needs
With decades of experience in shielding gas and welding applications, we are confident we can be your trusted partner for everything. From supplying the appropriate shielding gas and troubleshooting equipment to providing customized solutions, we have products suitable for your industry needs. Contact us today for your shielding gas requirements.